【摘 要】电力是推动现代科技发展的重要能源,随着我国社会主义现代化建设步伐持续推进,人工智能发展、信息技术赋能和产业升级带来的用电增长使得电力需求保障已成为当今时代我国国民经济发展必须面对的重大课题。我国虽然是发电大国,但是在电力供应和消耗方面存在明显地区差异。为有效解决电力供需不平衡的问题,发展特高压输电技术是非常有效的解决方案。在开展超高压输电工程的建设方面,工程建设的质量、安全性涉及多项技术的应用问题及施工管理问题,其中,特高压铁塔建设工作中的塔脚焊接尤为重要。文章先通过大量汇总案例分析了塔脚结构特点与焊接变形的关系,对焊接技术使用不当导致变形的原因进行了研究。然后通过实施焊接过程有限元模拟,研究了防变形技术的应用问题,进而从不同角度,提出了作业前、作业过程中、作业后三方面的防变形技术应用策略。最后通过开展分组对照实验,实施了防变形技术应用的效果测试。通过试验验证与效果分析,发现应用综合防变形技术后,塔脚各项尺寸偏差都得到了有效控制,变形现象明显减少,焊接后塔脚外形平整,焊接质量得到了有效保障,进而从实践角度验证了:使用有限元模拟方案实施防变形技术的工艺优化,确实对特高压铁塔焊接技术的改进具有积极意义。希望通过研究,为我国的特高压技术升级完善作出贡献,也为电力工程建设施工在铁塔焊接上提供有益的技术参考。
【关键词】特高压铁塔;塔脚焊接;焊接变形;有限元模拟;防变形技术;工艺优化
引言
随着我国“西电东送、南北互供”能源战略推进,特高压输电工程高速发展。特高压铁塔规模与载荷增大,对结构安全可靠性挑战空前。塔脚节点是铁塔受力复杂集中部位,由厚板高强钢焊接而成,其质量决定铁塔整体稳定性[1]。焊接会引入残余应力和变形,特高压铁塔塔脚焊接变形问题突出,过大变形会影响安装并成为结构疲劳隐患。所以,有效预测与控制塔脚焊接变形是特高压铁塔制造核心难题。目前,国内外学者在焊接变形控制方面有研究,但针对特高压铁塔塔脚的系统性研究匮乏,现有研究多侧重单一工艺因素,缺乏多因素协同控制方案。在实际的特高压铁塔塔脚焊接过程中,多种工艺因素相互交织影响,单一因素的研究难以全面且有效地解决焊接变形问题。由于缺乏系统性研究以及多因素协同控制方案,导致特高压铁塔塔脚焊接变形难以精准控制,进而影响铁塔的整体质量与稳定性,给电力传输的安全与可靠运行带来潜在风险。本研究立足实际工程需求,结合理论分析、数值模拟与试验验证,剖析塔脚焊接变形机理,开发综合性防变形控制技术,以期提升我国特高压输电装备制造质量与技术水平[2]。
一、塔脚结构特点与焊接变形成因分析
(一)塔脚结构特点
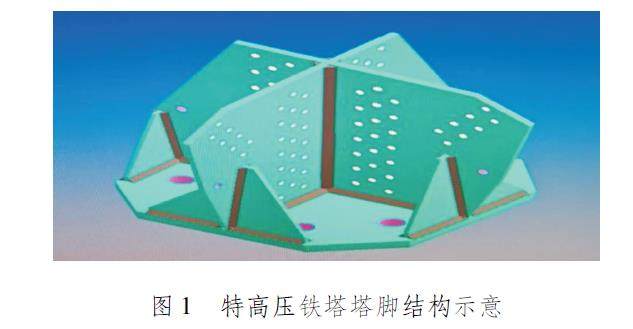
本研究对象为±800 kV直流特高压线路常用的角钢式铁塔塔脚。该部件主要由底板、靴板、加劲肋及锚栓连接板等组焊而成。材料为低合金高强钢Q420B,主要板材厚度为36 mm,焊缝形式多样,包括坡口角焊缝、部分熔透焊缝和全熔透焊缝,焊接工作量大[3],且焊缝分布不对称。图1为特高压铁塔塔脚结构示意。
(二)焊接变形主要形式及成因
塔脚焊接后主要出现以下几种变形。
(1)底板角变形:焊缝集中于底板一侧,在焊缝横向收缩应力作用下,底板发生向上或向下的翘曲。这是因为焊缝在冷却过程中,横向收缩产生的应力集中在底板一侧,使得底板一侧受到较大的拉力,另一侧相对受力较小,从而导致底板出现角向的翘曲变形。例如,在一些大型塔架的塔脚焊接中,由于焊接工艺安排导致焊缝在底板单侧分布,焊接完成后就容易观察到底板向上或向下的翘曲现象。
(2)整体翘曲变形:由于焊缝分布不对称,结构整体在纵向或横向发生弯曲变形。